No products in the basket.
Dereks Tech Tips – Issue 4

Top Tips for Successful Soldering and De-Soldering Processes
In this issue of Hakko Tech Tips, we will examine some of the most frequently asked questions regarding soldering and de-soldering, fielded regularly by our technical support team. For more than 60 years, Hakko has designed a wide range of soldering and de-soldering solutions that make quick and easy work of different applications, which improve performance, reduce costs and improve work-in-progress. So, let’s take a closer look in our 5 tip format below:
- How can I optimise the de-soldering process?
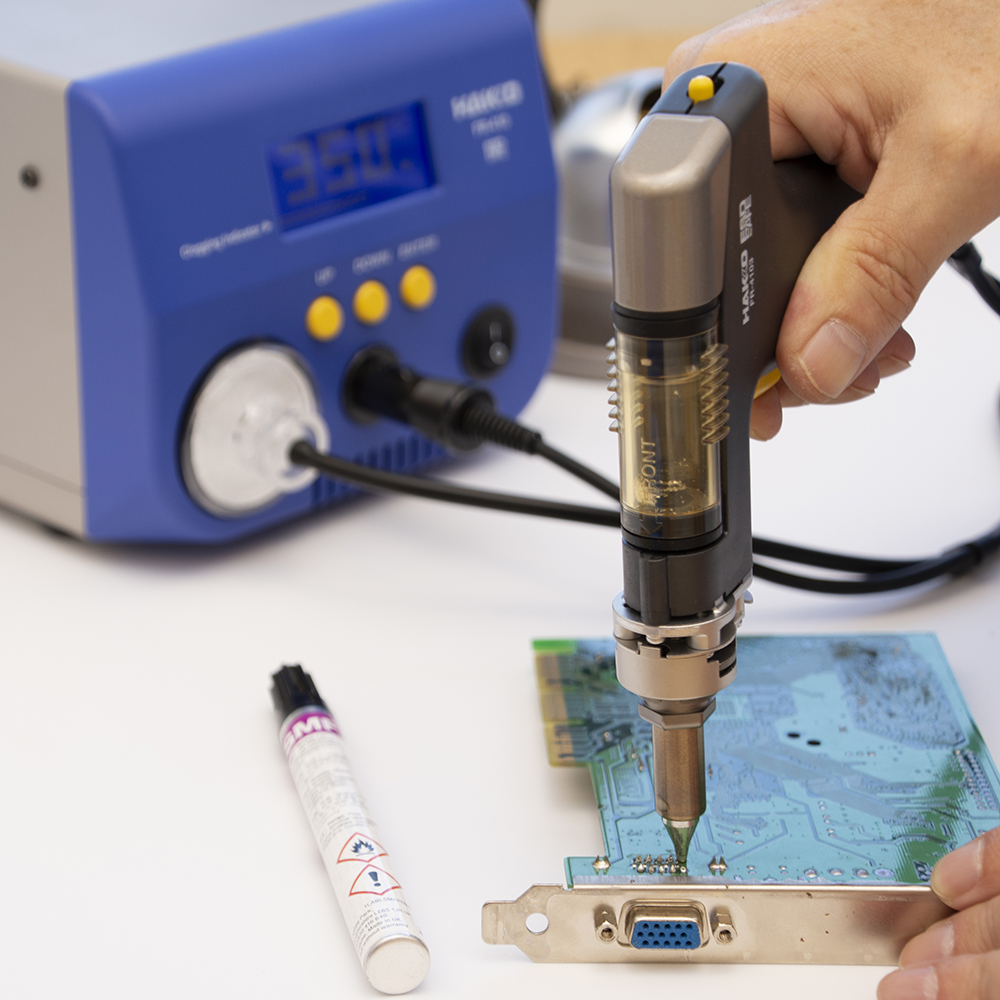
There are a number of factors you can introduce to your de-soldering practice. Firstly, select a de-soldering nozzle with an inside diameter that matches the lead diameter as closely as possible. At the same time, ensure that the outside diameter of the nozzle is a close match to the PCB pad diameter. We advise that the de-soldering nozzle is always held vertically to the PCB surface as this will provide optimum heat transfer and maximum vacuum force.
To optimise solder flow, always apply a small amount of solder to the joint(s) to be reworked. This will provide a bridge of molten solder and will aid heat transfer from the Nozzle to the PCB/Component. To avoid reduced efficiency, care should be taken to ensure that the Nozzles are clean and clear. It is also essential to regularly inspect the amount of solder within the solder cartridge/filter pipe and empty when necessary. In-line Filters are provided to protect the De-Soldering Equipment, as part of a preventative maintenance plan these should be changed periodically to prevent solder blockages in the internal vacuum pump or venturi unit. - How Can Hakko Improve Our Processes?
Hakko is a globally recognized leader in soldering products with proven solutions that go beyond expectation. HAKKO takes tremendous pride in their people and products to deliver the highest level of performance for all kinds of parts and products in a wide range of environments. Customer service is second-to-none and the company operates a culture of total customer focus, dedicated to meeting the ever-increasing demands for maximum performance and improving work-in-progress for customers across the world.
- Troubleshooting: Why would my tip temperature be lower than my set temperature? What situations/problems would potentially cause this and how do I resolve?
Oxidation of the soldering tip – Remove all evidence of carbide and oxides using a Cleaning Wire or a Tip Polishing Unit, e.g. Hakko FT700, FT710 or FT720. Then re-tin the tip using a Hakko FS100 Tip Cleaner. Clean off the FS100 chemical paste residues using your Tip Polisher. Re-tin the soldering tip using solder wire. If this process does not yield satisfactory results after numerous cycles, please replace the tip. Has the Soldering Tip changed? All solder tips will exhibit different degrees of oxidation. When a tip has been changed it is unlikely it will maintain exactly the same physical and thermal properties as its immediate predecessor. As a result, we would recommend that the tip temperature be checked after changing tips. If required, all Hakko stations provide the facility to enter a temperature offset to align the display temperature with the actual reading from a digital thermometer.
Has the Soldering Tip changed? All solder tips will exhibit different degrees of oxidation. When a tip has been changed it is unlikely it will maintain exactly the same physical and thermal properties as its immediate predecessor. As a result, we would recommend that the tip temperature be checked after changing tips. If required, all Hakko stations provide the facility to enter a temperature offset to align the display temperature with the actual reading from a digital thermometer.
Has the Temperature Sensor of the thermometer deteriorated? These can be eroded during continued exposure to molten solders (especially Lead Free alloys). If in doubt, replace and re-measure.
Are the batteries low within your Digital Thermometer? Insufficient power can result in incorrect readings. If necessary, replace the batteries and re-measure.
Is the correct measuring method being utilised? We recommend that the tip undergoes measurement for the maximum temperature as this will ensure the integrity of the component and PCB. Since the temperature may be displayed lower for I-type and 1C-type tips whose tip end is thin in particular, take sufficient time for measurement and read the temperature when the displayed data are stable.
- Avoiding pain points when soldering. What are the pain points and what steps can I take to avoid these?

Correct tip temperature. Ensure that the soldering station is programmed to provide sufficient heat to produce a good solder joint melt whilst considering the specific application in question, i.e. More heat will be required if components have a heavy thermal mass and/or are soldered to PCB’s with a high heatsink effect. Whilst considering the aforementioned, please ensure that excessive heat is not applied as this may damage both the component and/or PCB. Hakko recommends setting the temperature as low as possible and the selection of a soldering station which offers excellent thermal recovery.
Oxidation of components and/or PCB. If either or both of these are oxidized this will make soldering more difficult and may require the use of supplementary flux.
Tip application. Apply the soldering iron tip simultaneously to both the PCB and component lead. This will ensure that both surfaces heat up at the same rate and ensure excellent flow of the molten solder.
Solder Wire application. Apply the solder wire at a point on the solder joint (usually 180 degrees apart from the solder tip) to ensure that both component and PCB are at the correct temperature to facilitate a good quality soldered joint. Do not apply excessive amounts of solder to the joint, the optimum quantity should leave a concave fillet and the shape of the lead and pad should still be visible within the pad/hole whilst still providing sufficient through hole penetration to meet local standards. - What are the most common errors/pitfalls when soldering/desoldering?
Soldering – Excessive temperature setting, incorrect tip selection, poor maintenance of solder tips, use of damp sponges when using Lead Free Solders (Hakko 599B Cleaning Wire should be used instead).
De-Soldering – Incorrect nozzle selection, excessive applied heat (use of a Pre-heater may be required to reduce the de-soldering time), poor maintenance of de-soldering nozzles and/or de-soldering gun, i.e. Solder reservoir, Filters, etc.
To fully optimise peak performance of your soldering equipment, there are few guidelines that can easily be factored into your routine. For instance, to keep solder tips in tip top condition and reduce oxidation, we advise keeping the pre-set temperature of the soldering iron as low as possible to enable sufficient melting of the solder and the production of a satisfactory soldered joint. It is also important to avoid increasing the tip temperature to more than is actually needed. For consistent soldering results every time, it’s important to keep soldering tips well maintained. Hakko provide a number of cleaning aids to help prevent and remove oxidation from soldering iron tips.
 Has the Soldering Tip changed? All solder tips will exhibit different degrees of oxidation. When a tip has been changed it is unlikely it will maintain exactly the same physical and thermal properties as its immediate predecessor. As a result, we would recommend that the tip temperature be checked after changing tips. If required, all Hakko stations provide the facility to enter a temperature offset to align the display temperature with the actual reading from a digital thermometer.
Has the Soldering Tip changed? All solder tips will exhibit different degrees of oxidation. When a tip has been changed it is unlikely it will maintain exactly the same physical and thermal properties as its immediate predecessor. As a result, we would recommend that the tip temperature be checked after changing tips. If required, all Hakko stations provide the facility to enter a temperature offset to align the display temperature with the actual reading from a digital thermometer.Also, always turn off the mains power at the station switch when changing solder tips. Failure to do so, may result in internal arcing between the tip and electrical contacts and may reduce the life of the soldering tip and/or iron handle. You should also switch the power off between applications (or utilise the sleep facilities provided within the solder station) to reduce solder tip oxidation and extend tip life. One of the best habits you will ever adopt is applying solder to the tip before placing the soldering iron into its holder. This applies during soldering or at the end of a shift. For De-Soldering units, always ensure that the filters are checked and changed on a regular basis. It is far more cost effective to replace a low cost filter or filter pipe than a vacuum pump!
We hope you found our advice on improving your soldering and de-soldering processes of interest. We welcome feedback from our customers and potential new customers, so please do talk to one of our team if you have any questions. Look out for next month’s Hakko Tech Tips where we will be bringing you more top tips on optimising your soldering process.